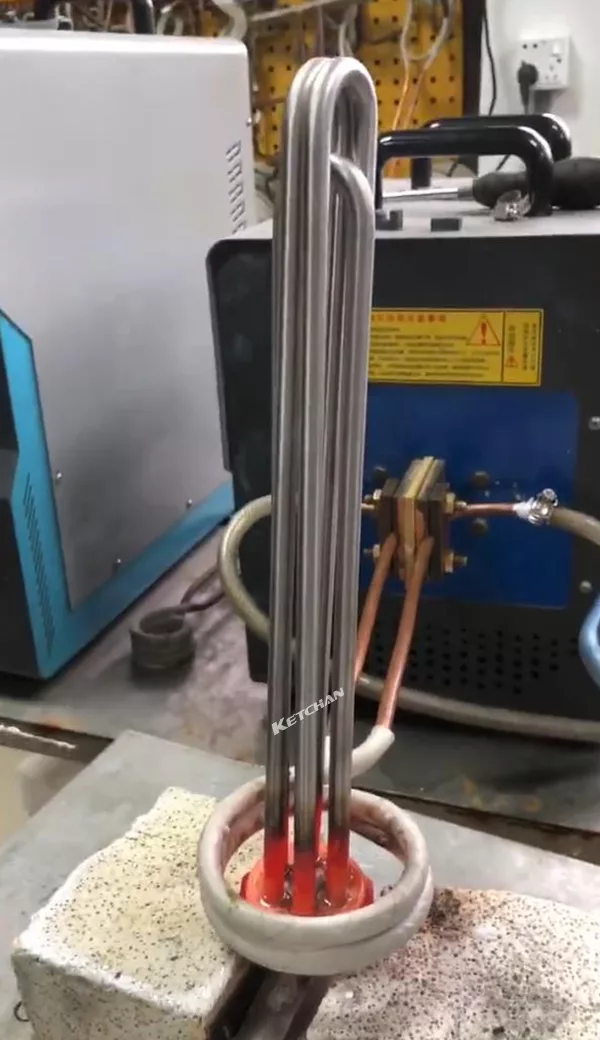
Brazing stainless steel with induction is a process that uses an electromagnetic field to heat up and join stainless steel parts with a filler metal. It has some advantages over other methods of joining stainless steel, such as:
- Efficiency: Induction generates heat only in the portion of the part needed for brazing.
- Repeatability: Induction produces a precise and consistent quality braze every time.
- Safety: Induction brazing does not present an open flame or hot furnace in the work environment.
- Small footprint: Induction frees up valuable factory floor space.
Some of the factors that affect brazing stainless steel with induction are:
- The type and composition of the filler metal: The filler metal should have a lower melting point than stainless steel and be compatible with it metallurgically. Some common filler metals for brazing stainless steel are silver-based alloys, copper-based alloys, and nickel-based alloys.
- The type and application of the flux: The flux is a chemical compound that helps remove oxides and impurities from the surface of stainless steel and improves the wetting and bonding of the filler metal. Some common fluxes for brazing stainless steel are borax-based fluxes, fluoride-based fluxes, and paste fluxes. The flux can be applied by dipping, brushing, spraying, or pre-coating.
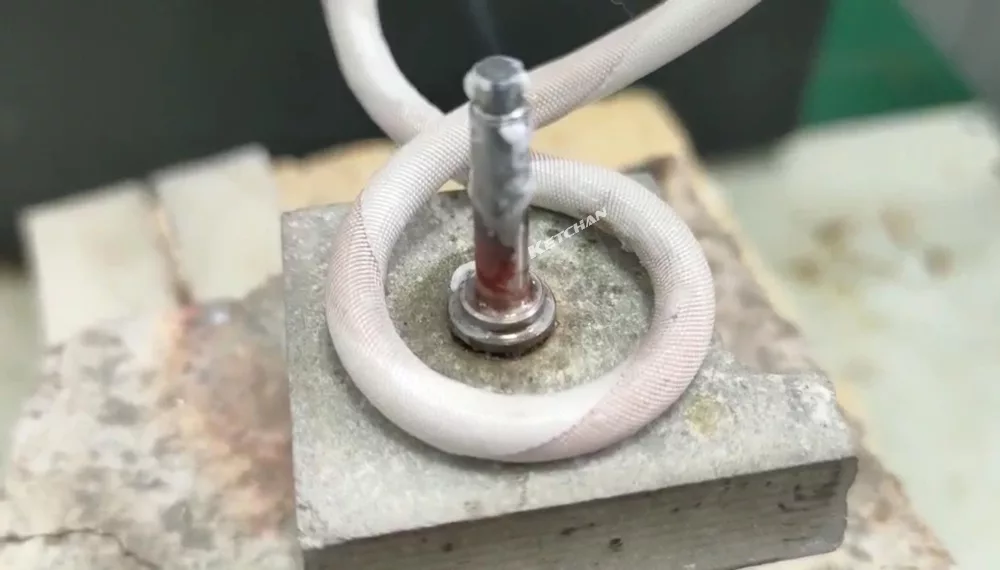
- The design and placement of the coil: The induction coil is a conductive wire that generates an electromagnetic field when connected to an induction power supply. The coil should be designed to match the shape and size of the parts to be brazed and placed close enough to ensure uniform heating and proper melting of the filler metal.
{kind=link}
{kind=link}
{kind=link}
Whate are some applications of brazing stainless steel with induction?
- Aerospace: for jet engines, turbine blades, and satellites.
- Appliances: such as refrigerators, ice machines, and air conditioning units.
- Automobile: for joining small auto parts and making heat exchangers.
- Construction: for making stainless steel structures and frames.
- Electrical: for fuses, motors, and packaging.
- HVAC: for making evaporator cores, manifolds, and valves.
- Jewelry: for making fine ornaments with stainless steel alloys.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
What are some challenges of brazing stainless steel with induction?
- The selection and application of the filler metal and flux: The filler metal should have a lower melting point than stainless steel and be compatible with it metallurgically. The flux should help remove oxides and impurities from the surface of stainless steel and improve the wetting and bonding of the filler metal. Some common filler metals for brazing stainless steel are silver-based alloys, copper-based alloys, and nickel-based alloys. Some common fluxes for brazing stainless steel are borax-based fluxes, fluoride-based fluxes, and paste fluxes. The flux can be applied by dipping, brushing, spraying, or pre-coating.
- The design and placement of the coil: The coil should be designed to match the shape and size of the parts to be brazed and placed close enough to ensure uniform heating and proper melting of the filler metal.
- The thermal conductivity and resistivity of stainless steel: Stainless steel has poor thermal conductivity but high resistivity. This means that it heats up quickly but also loses heat quickly. Therefore, induction brazing of stainless steel requires careful heat control and monitoring to avoid overheating or underheating.
Tags:Brazing of Stainless Steel Joints, induction brazing machine, induction brazing stainless steel heater, induction brazing stainless steel joints, induction brazing stainless steel manifold, induction brazing stainless steel pin, Induction brazing stainless steel tubes, KETCHAN, KETCHAN Electronic, Manufacturers, price, stainless steel brazing rods, Suppliers, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic