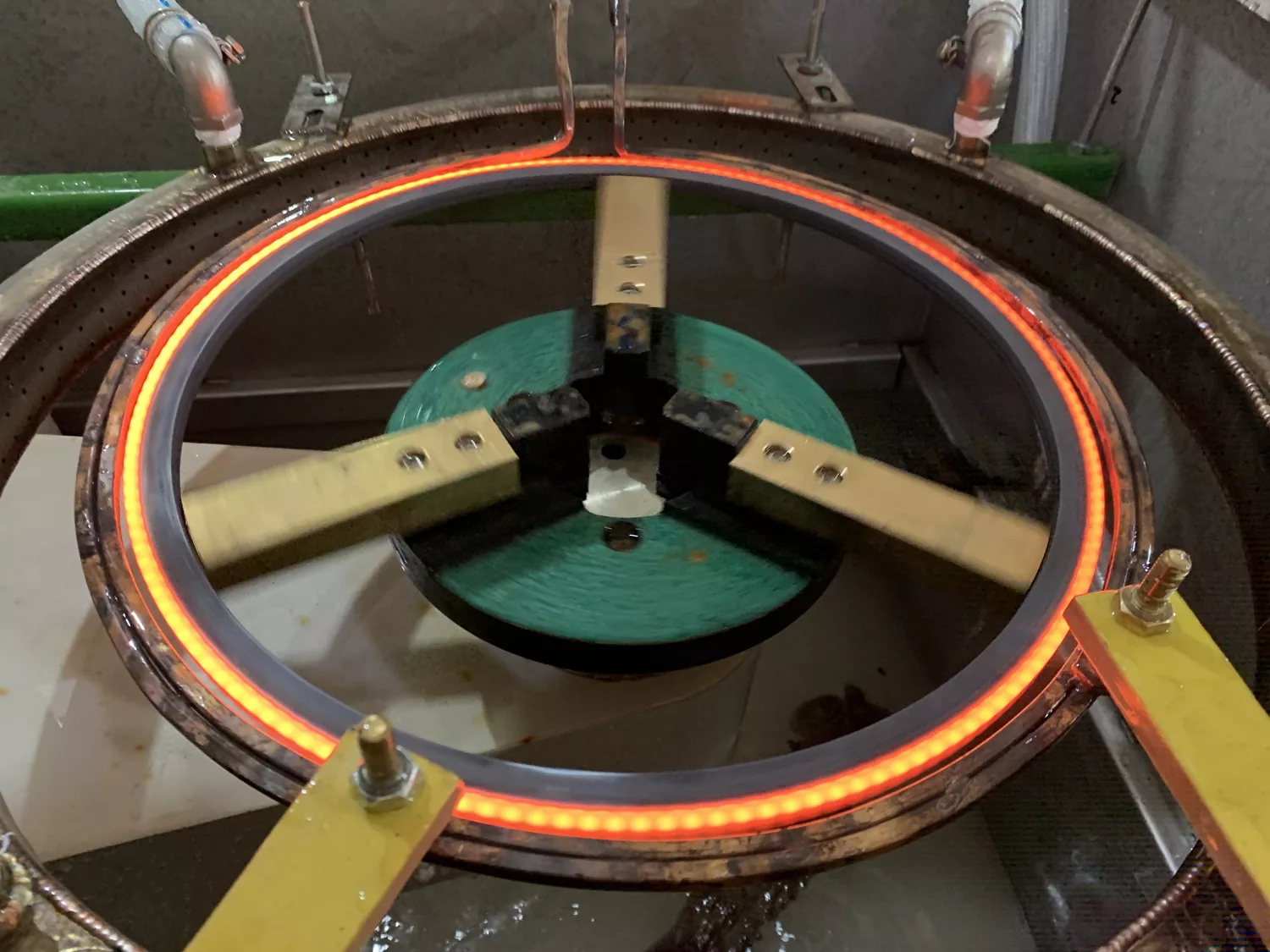
Induction hardening of gear ring
Flame hardening and induction hardening are both surface hardening processes that heat and quench the surface of a metal workpiece to improve its hardness and wear resistance. The main difference between them is the source of heat. Flame hardening uses a flame to heat the surface of a workpiece, while induction hardening uses an electromagnetic field to heat the surface of a workpiece.
Some other differences are:
- Flame hardening is typically used on larger workpieces, while induction hardening is typically used on smaller workpieces.
- Flame hardening can be used to harden the entire surface of a workpiece, while induction hardening can be used to selectively harden only certain areas.
- Flame hardening has a lower accuracy and precision than induction hardening in terms of controlling the hardening depth and temperature.
- Induction hardening can be used for many types of steel and steel alloys, while flame hardening is limited by the material composition and carbon content.
Which process is more cost-effective?
The cost-effectiveness of flame hardening and induction hardening depends on several factors, such as the batch size, the workpiece geometry, the setup time, the tooling cost, and the energy consumption. In general, flame hardening is more cost-effective for small batch quantities and complex shapes, while induction hardening is more cost-effective for large batch quantities and simple geometries. Flame hardening has a lower equipment cost than induction hardening, but it also has a higher energy consumption and a lower reliability factor. Induction hardening can save time and money by automating and mass-producing the process.
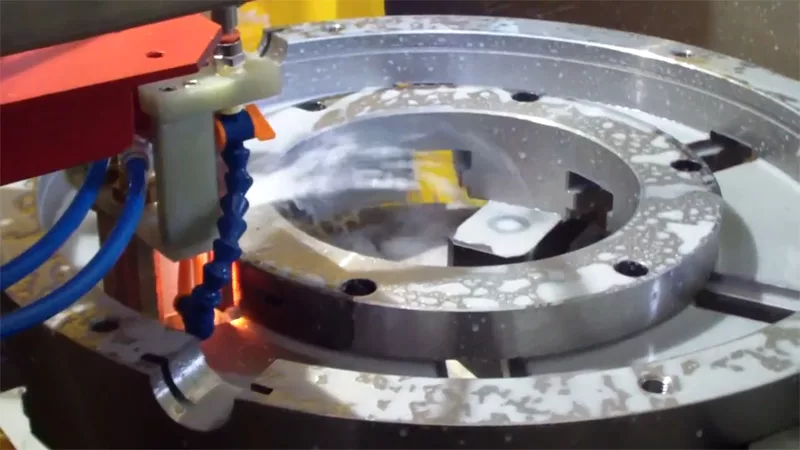
Induction hardening of lathe chuck

Induction hardening of guide rail

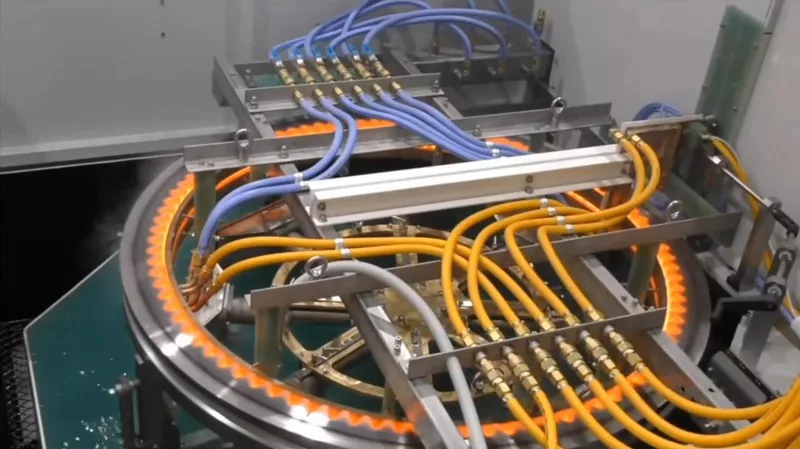
Induction hardening of gear tooth
Induction hardening of gear ring
What are some examples of workpieces that use flame or induction hardening?
Some examples of workpieces that use flame or induction hardening are:
- Bearing races, gears, pinion shafts, crane wheels and treads, and threaded pipe used for oil drilling. These parts are usually made of medium to high-carbon steel and require high hardness and wear resistance. They can be hardened by either flame or induction hardening, depending on the size and shape of the workpiece.
- Copper alloys that are solution treated and tempered. These alloys can be induction hardened to improve their strength and durability.
- Machine tools, such as drills, taps, reamers, milling cutters, broaches, and dies. These tools are usually made of high-speed steel or tool steel and need to have a hard cutting edge and a tough core. They can be flame hardened by applying a focused flame to the cutting edge.
- Automotive components, such as camshafts, crankshafts, axles, gears, pistons, valves, and springs. These components are usually made of low alloy steel or cast iron and need to have a hard surface layer and a ductile core. They can be induction hardened by applying an electromagnetic field to the surface layer.
How do I measure the hardness and case depth of a workpiece?
The hardness and case depth of a workpiece is two important parameters that indicate the quality and performance of surface hardening. Hardness is a measure of the resistance of a material to deformation or penetration, while case depth is a measure of the thickness of the hardened layer on the surface of a workpiece.
There are different methods and techniques to measure hardness and case depth, depending on the type of material, the type of hardening process, and the desired accuracy and precision. Some common methods are:
- Vickers micro-hardness test: This test uses a diamond indenter with a pyramid shape to apply a small load on the surface of a workpiece. The size of the indentation is measured under a microscope and converted to a hardness value using a formula or a table. This test can also be used to measure case depth by making multiple indentations along a cross-section of a workpiece and plotting the hardness values against the distance from the surface.
- Rockwell hardness test: This test uses either a diamond cone or a steel ball as an indenter to apply a larger load on the surface of a workpiece. The depth of penetration is measured by a dial gauge and converted to a hardness value using a scale or a table. This test can also be used to measure case depth by making multiple indentations along a cross-section of a workpiece and finding the point where the hardness value drops below a specified level.
- Magnetic methods: These methods use electromagnetic sensors or probes to measure the magnetic properties of a workpiece, such as permeability, coercivity, or Barkhausen noise. These properties are related to the microstructure and hardness of the material and can be calibrated to estimate case depth.