
Induction Hardening of Bearings
Induction hardening is a surface hardening technique that uses induction heating and quenching to create a hardened layer on a metal part, such as a bearing.
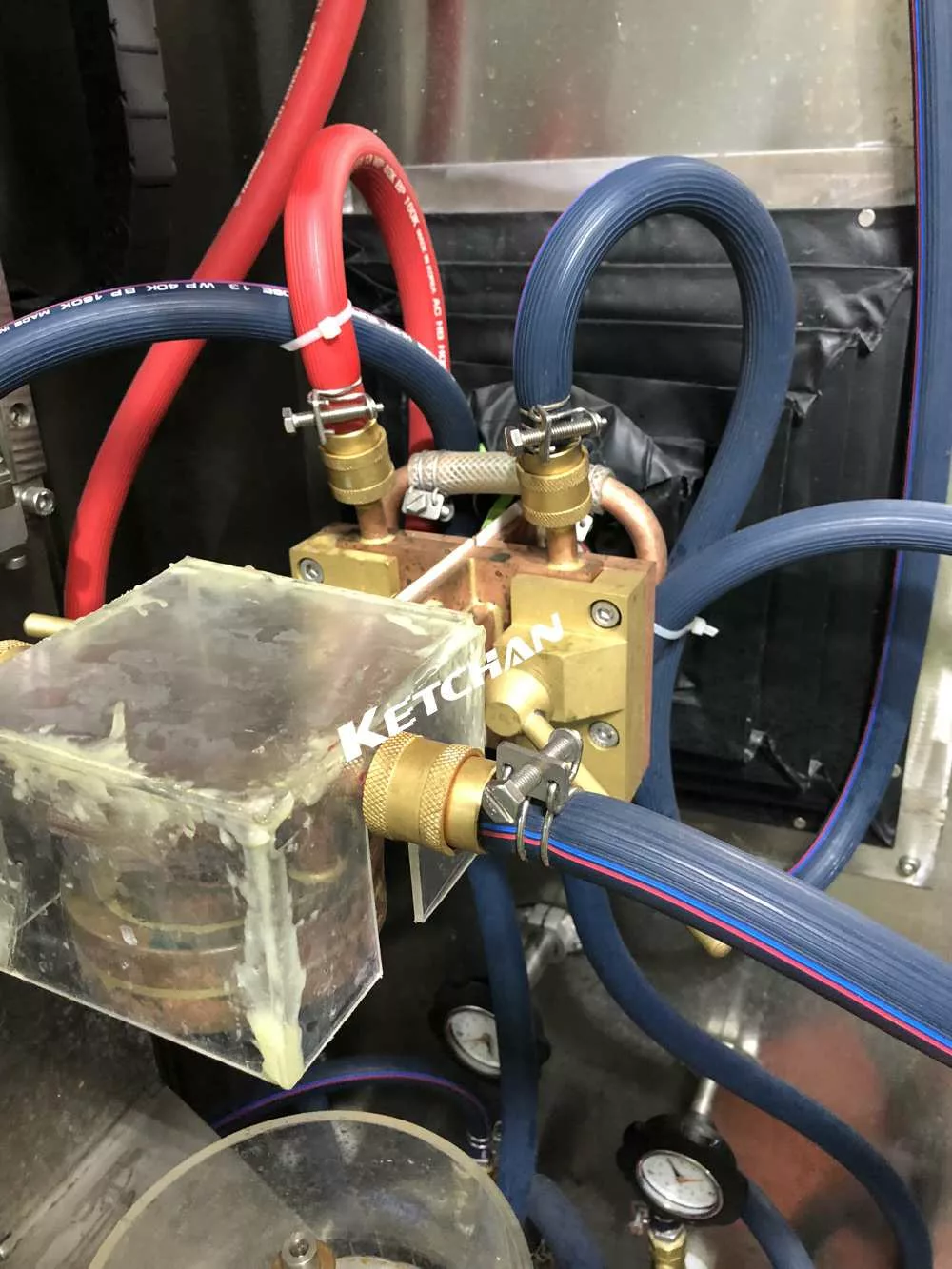
- Placement: The bearing is placed inside a copper coil.
- Heating: The bearing is heated above its transformation temperature by an alternating current.
- Quenching: The bearing is rapidly cooled by water or another quenching medium. This process increases the hardness and wear resistance of the surface but also makes it more brittle.
For bearings, there are three types of inductive surface hardening: scanning with a soft zone, scanning without a soft zone, and single-shot hardening. In some processes, the hardening operation is broken into distinct steps: heating the start zone, quenching the start begins, and then the coils move around the ring, heating it.
A carbon content of 0.3–0.6 wt% C is needed for this type of hardening. Induction surface hardened low alloyed medium carbon steels are widely used for critical automotive and machine applications that require high wear resistance.
Benefits of induction hardening heat treatment for bearings
- Increased Wear Resistance: There is a direct correlation between hardness and wear resistance. The wear resistance of a part increases significantly with induction hardening.
- Increased Strength & Fatigue Life: This is due to the soft core and residual compressive stress at the surface. Induction hardening can impart superior durability to bearing journals and shaft sections without sacrificing the ductility necessary to handle shock loads and vibration.
- Reduced Heat Treatment Distortion: Only the surface is heated and cooled, which can reduce heat treatment distortion.
- Higher Surface Hardness: Faster regional cooling rates than with hardening can achieve higher surface hardness values.
- Deep Case with Tough Core: Typical case depth is .030” – .120” which is deeper on average than processes such as carburizing, carbonitriding, and various forms of nitriding performed at sub-critical temperatures.
- Selective Hardening Process: Areas with post-welding or post-machining stay soft – very few other heat treat processes are able to achieve this.
- Relatively Minimal Distortion: For example, a shaft 1” Ø x 40” long, which has two evenly spaced journals, each 2” long requiring support of a load and wear resistance. Induction hardening is performed on just these surfaces, a total of 4” length. With a conventional method (or if we induction hardened the entire length for that matter), there would be significantly more warpage.
- Allows use of Low Cost Steels: such as 10451.
These benefits make induction hardening an effective heat treatment process for a variety of applications, including surface hardening, through-hardening tempering and stress relief, annealing and normalizing, grain refinement, precipitation hardening or aging, and sintering of powdered metals.