What’s Induction annealing?
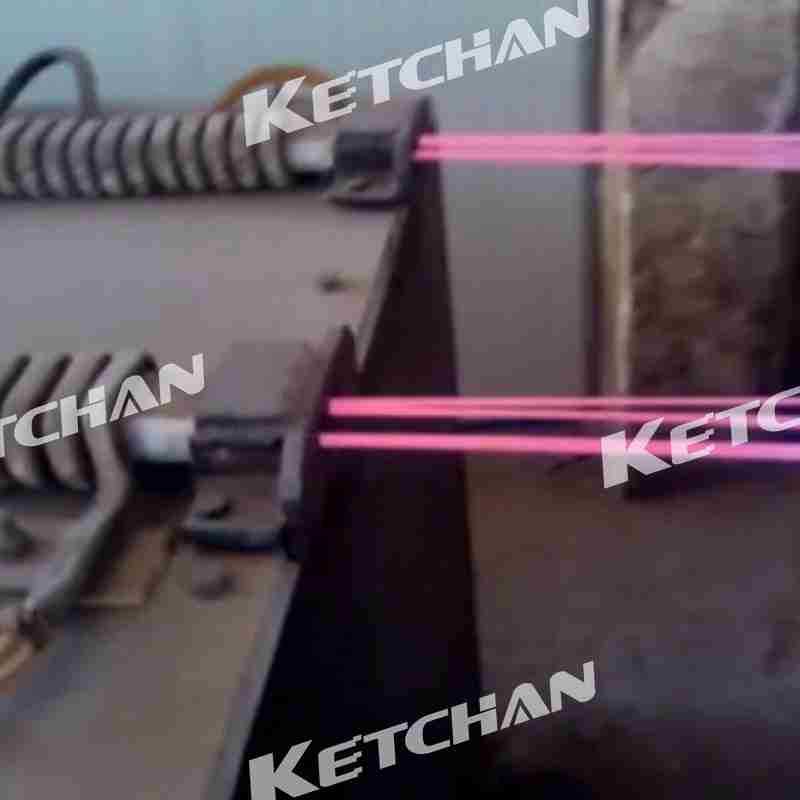
Induction annealing is a part of induction heating. The purpose of induction annealing is to change the metal material’s hardness, toughness, and internal stress so that to achieve the best material properties. The main advantage of induction annealing is that the workpiece can be heated in a targeted and repeatable manner to always ensure the same result. Because heat is generated directly in the workpiece through alternating electromagnetic field during the induction annealing, the process can be controlled very precisely and high efficiency can be achieved through efficient use of energy. This ensures uniform heat distribution and penetration depth of the workpiece. In induction annealing process, there is no sudden cooling with water or coolant as in induction quenching, but the temperature of the workpiece is slowly reduced. The whole heating process is contactless and short.
Why Use Induction Annealing?
The metal’s material properties can be improved very accurately and reliably by induction annealing. Induction annealing is mainly used for softening annealing and stress relieving annealing, which has great advantages compared with the traditional process. By induction annealing, impurities in the material can be removed by heat treatment during clean annealing.
- By induction, the annealing process can reduce the hardness of steel, and improve the plasticity, in order to facilitate cutting and cold deformation processing.
- Refine grain, eliminate the microstructure defects caused by casting, forging, and welding, even the microstructure and composition of steel, improve the properties of steel or prepare for the microstructure of the later heat treatment.
- Eliminate internal stress in steel to prevent deformation and cracking.
Induction annealing provides excellent heating control because the process can be perfectly regulated with frequency, power, and (see brazing)induction annealing time according to the desired material properties. This ensures extremely high heat treatment quality and repeatability, which is especially important in mass production.
What Are The Steel Induction Annealing Processes And Application?
Common induction annealing processes include homogenization annealing, complete annealing, incomplete annealing, isothermal annealing, spheroidization annealing, recrystallization annealing, stress relief annealing, and so on.
| NO. | Annealing Methods | Main Purpose | Annealing Process Features | Application Ranges |
|---|---|---|---|---|
| 1 | Diffusion annealing | Compositional uniform | Heat to AC30 (150-200)℃, keep warm for a long time and cool slowly | Steel casting and forging and rolling parts with component segregation, etc. |
| 2 | Full annealing | refined organization, reduce the hardness | Heat to AC30 (150-200)℃, keep warm for a long time, and cool slowly | Casting, welding parts, and medium carbon steel and medium carbon alloy steel forging and rolling parts. |
| 3 | Partial annealing | Refine the structure, reduce hardness | Heat to Acl 10 (40-60)℃ and cool slowly after heat preservation | Wrought and rolled parts of medium and high carbon steel and low alloy steel, etc. (the degree of microstructure refinement is lower than that of full annealing) |
| 4 | Isothermal annealing | Refine the structure, reduce hardness, and prevent white spots | Heating to Ac3 + (30 — 50)℃(hypereutectoid steel) or Acl + (20 — 40)℃(eutectoid steel and hardness, prevent the generation of eutectoid steel), keep a certain time, then cooling to a little lower than Ar1 isothermal transformation, and then air cooling (air cooling) | Medium carbon alloy steel and some high alloy steel heavy castings, forgings and stamping parts, etc. (microstructure and hardness are more uniform than full annealing) |
| 5 | Spheroidizing annealing | Carbide spherification, reduces hardness, improve plasticity | Heating to Acl + (20 — 40)℃ or Acl to reduce hardness, increase – (20 — 30)℃, after heat preservation isothermal cooling or direct slow cooling | Die and bearing steel parts. Structural steel cold extruded parts |
| 6 | Recrystallization annealing or intermediate annealing | Elimination of work hardening | Heating to Ac1 – (50-150)℃, air cooling after heat preservation | Cold deformed steel and steel parts |
| 7 | Stress relief annealing | Relief of internal stress | Heating to Ac1 – (100-200) C, after heat preservation, air cooling or furnace cooling to 200-300 ℃, and then air cooling | Germanium steel parts, welding parts, and forging parts |
Tags:for Sale, induction annealing, induction annealing heater, induction annealing machine, induction heat treatment, induction heater, induction heating, induction heating machine, KETCHAN, KETCHAN Electronic, Manufacturers, pipe annealing, price, Suppliers, tube annealing, wire annealing, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic
- You can visit Zhengzhou KETCHAN electronic Co.,ltd Youtube video room for more. Thanks.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}