Applications of Induction Soldering
Induction soldering is a process that has a wide range of applications across various industries due to its ability to provide rapid, consistent, and precise heating. Here are some of

Post-Weld Heat Treatment (PWHT) of Steel Structures
What’s It? Post-weld heat treatment (PWHT) of steel structures is a process that involves reheating the welded joints to a certain temperature and holding them for a specified time. The

Induction Hardening Coils for Constant Velocity Joint
SX CV joint outer wheel fairway Induction hardening coil for SX constant velocity universal joint outer wheel fairway Hardening effect of SX CV joint outer wheel fairway CVJ Fixed inner

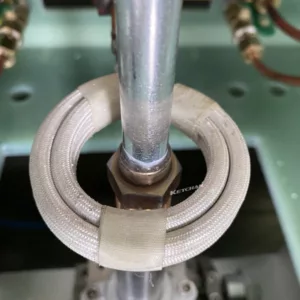
Induction Heating in Bearing Manufacturing
Induction heating is a process that uses electromagnetic induction to heat bearings, without direct contact. Induction heating has many advantages over conventional methods, such as faster heating, better temperature control,

Gear Hardening Process
Gear hardening is a process that improves the wear resistance and fatigue strength of gears by creating a hardened layer on the surface of the gear teeth. There are different

C-Shaped Induction Coil Can Lift and Close for Heating Rotating Cylinder
C type flexible induction heating coil can lift and close for heating rotating cylinder This customized C-type induction coil (wound with flexible cables) is designed to lift, open and close.
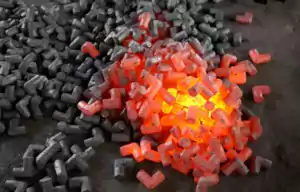
Fasteners Machining with Induction Heating
Fasteners machining with induction heating is a process that involves using an electric current to heat and shape metal parts such as bolts, screws, nuts, and washers. Induction heating

Induction Heating Solutions for Auto Parts
Advantages and Disadvantages of Induction Heat Treatment Auto Parts Induction heat treatment is a process that uses electromagnetic fields to heat metal parts or components without direct contact. It is

Preheating for Welding Tooth Blade Bucket Cutting Edge
What is high frequency induction hardening machine? Preheating is an important step for welding tooth blade bucket cutting edge, as it reduces the risk of hydrogen cracking and improves the

Induction Hardening of Rail
There are different methods of hardening the surface of the metal track, depending on the type of metal, the desired hardness, and the equipment available. Some of the common methods
Stainless Steel Annealing Process
The annealing process for stainless steel is a heat treatment that alters the physical and sometimes chemical properties of the material to increase its ductility and reduce its hardness, making

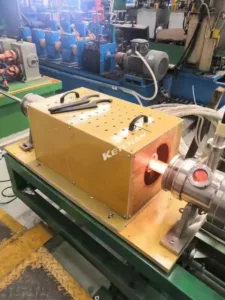
Pipe and Tube Induction Heating
Induction heating is a process that uses electromagnetic induction to heat a metal object without direct contact. It is widely used in the pipe and tubing industry for various purposes,

Why does metal generate heat due to electromagnetic induction?
Metal generates heat due to electromagnetic induction because of two main effects: Joule heating and magnetic hysteresis. Joule heating is the result of electric currents flowing through the

Induction Heating of Composite Materials
Induction heating is a technology that uses an alternating electromagnetic field to heat ferromagnetic and conductive materials and has been adapted to polymeric materials and composites in the past

What can Induction Heating Technology Do for the 5G Industry?
Induction heating technology can potentially provide benefits for the 5G industry in terms of manufacturing, testing, and repairing 5G components and devices. Such as: Manufacturing of 5G components and

Induction Hardening of Earthmoving Machine Bush
Induction hardening of Earthmoving Machine Bush is a process that uses induced heat and rapid cooling to increase the hardness and durability of steel parts used in earth-moving equipment1.

Electromagnetic induction heating of boiler and pipeline insulation
Why use electromagnetic induction heating for boiler heating? Electromagnetic heating boilers are devices that use induction heating to heat water or other fluids for various purposes, such as space heating,

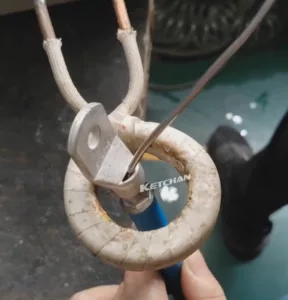
What is Induction Soldering and Induction Soldering Machine?
What is induction soldering? Induction soldering is a process of joining two metal surfaces together using a filler metal called solder. The solder melts at a lower temperature than
Induction Hardening Process Guidance
KETCHAN’s Induction Heating Machine Frequency Range: 1 kHz-600 kHz Get Machine Price Induction hardening is a type of surface hardening in which a metal part is heated by an alternating

Ultra-high temperature induction melting method of rare metals
The ultra-high temperature induction melting method of rare metals is a technique that involves heating the metals to very high temperatures, usually above 2000 °C, in an induction furnace to
Induction Brazing Copper to Aluminum
High Frequency Brazing Copper and Aluminum Copper to Aluminum Brazing Induction Brazing Brass and Aluminum Induction brazing copper to aluminum is a process for joining these two dissimilar metals with

Induction Heating Gun
What is induction heating gun? The induction heating gun is part of a movable induction heating machine. An induction heating gun is a handheld device that uses high-frequency magnetic fields
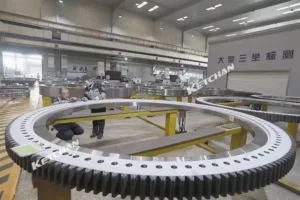
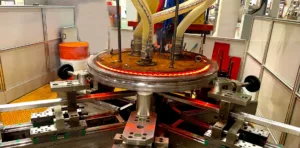
Wind Power Generator Bearing Induction Hardening
CNC Hardening Machine Tool for Wind Power Generator Bearing The large bearings in wind power generators are the key components in the design of wind turbines. The hardening quality of

Electric Vehicle Induction Heating & Hardening & Brazing
Electric Vehicles and Induction Heating In the past few years, people’s demand for electric vehicles has increased significantly, and electric vehicles have become a new track pursued by major




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}