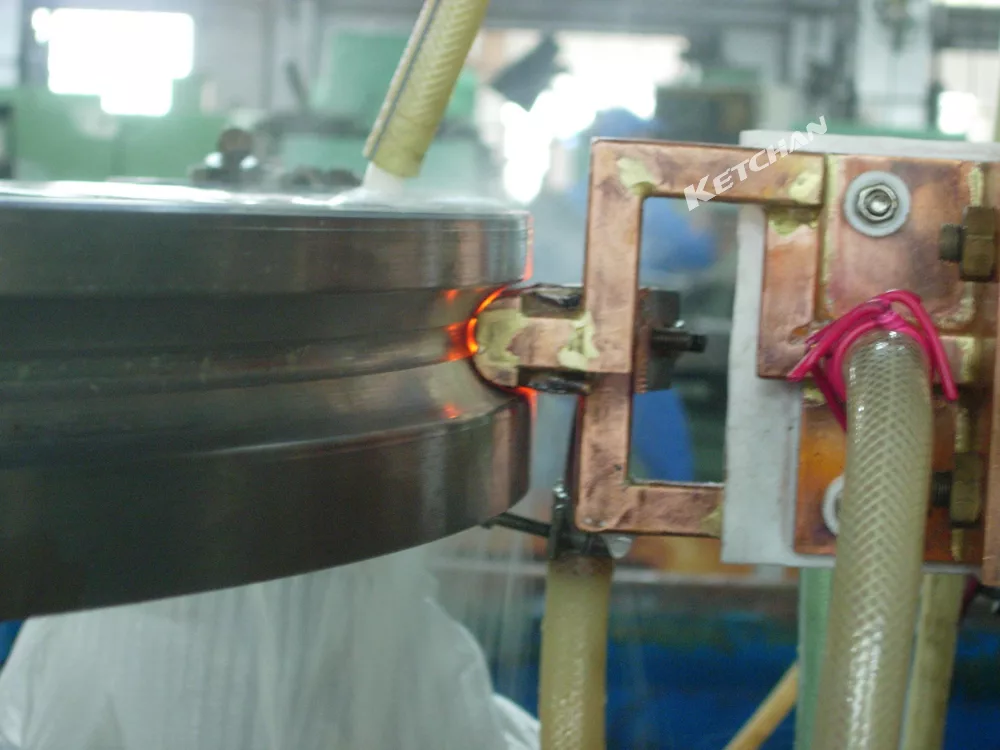
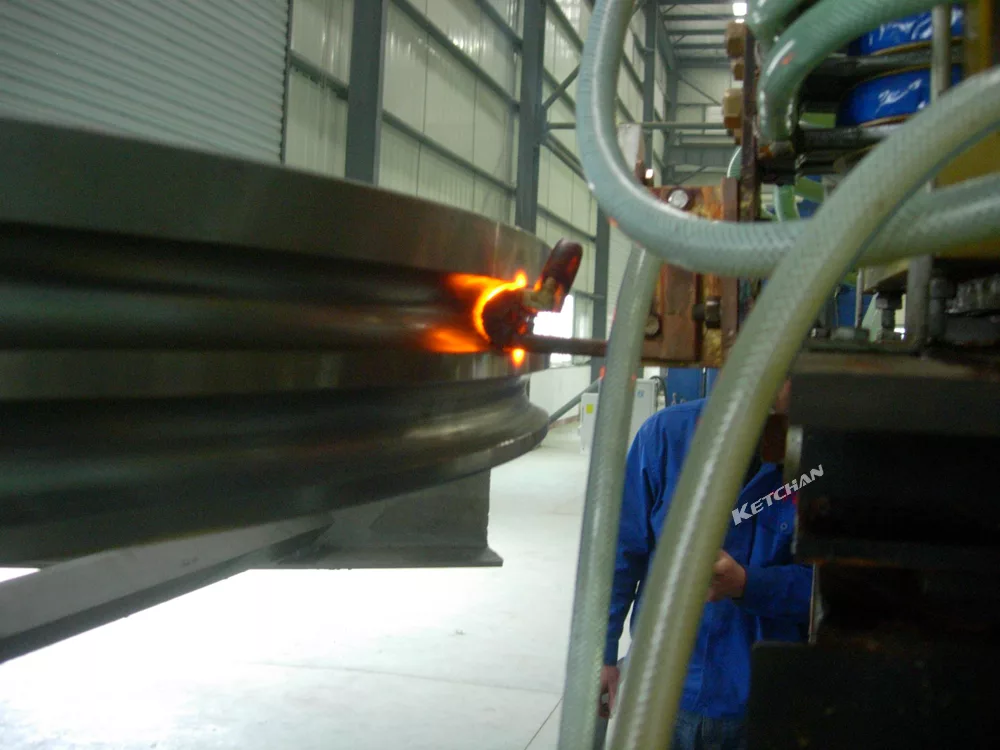
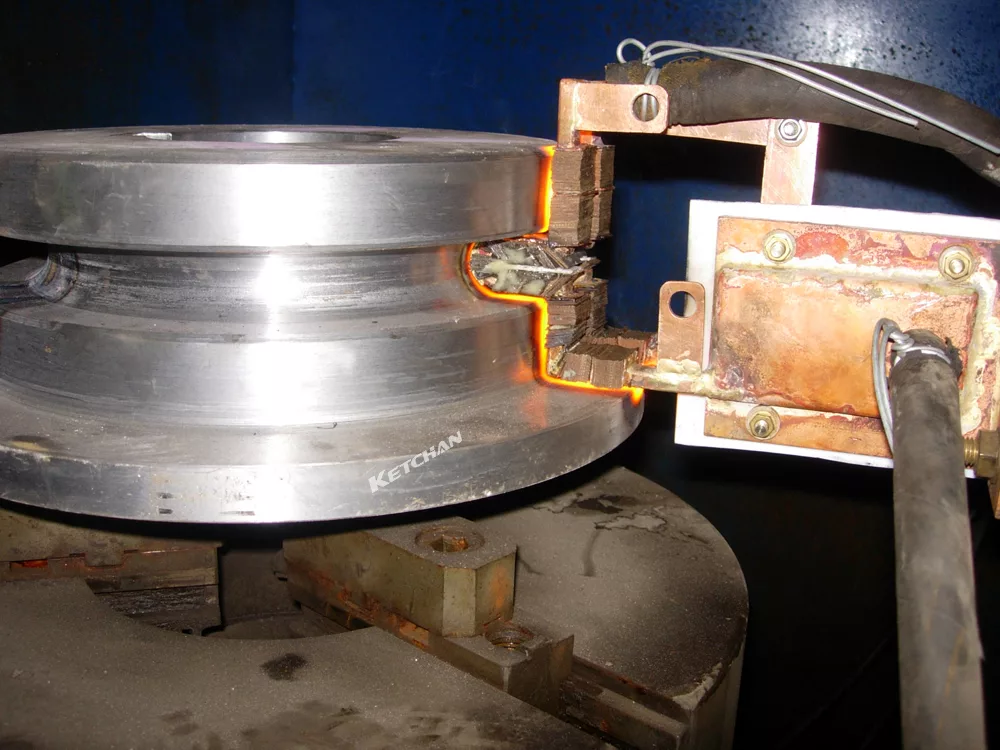
Induction hardening of wheels is a process of heating and quenching the surface of gear wheels to increase their hardness and wear resistance. Induction heating utilizes an electromagnetic field to generate heat in a conductive material without contact or flame. Induction hardening can be applied to various types of gear wheels, such as spur gears, helical gears, bevel gears, and worm gears.

What are advantages of induction hardening of wheels?
Induction hardening of wheels has several advantages over conventional heat treatment methods, such as:
- Efficiency: Induction heating only heats the portion of the wheel needed for hardening, resulting in lower energy costs and faster heating cycles.
- Repeatability: Induction heating provides a precise and consistent heat profile that can be controlled and automated.
- Selectivity: Induction heating allows heat to be applied to specific areas of the wheel without affecting adjacent areas or materials. This minimizes distortion, cracking and residual stresses in the wheel.
- Safety: Induction heating does not use an open flame or hot furnaces, reducing the risk of fire hazards and burns.
What are disadvantages of induction hardening of wheels?
- Cost: Induction heating equipment is generally more expensive than conventional heat treatment equipment. It may also require frequent maintenance and calibration to ensure optimal performance.
- Complexity: Induction heating requires careful design and selection of the induction coil, power supply, frequency, and cooling system to match the wheel geometry, material, and hardening requirements. It may also require special fixtures and sensors to monitor and control the process parameters.
- Limitations: Induction heating may not be suitable for some wheel materials or shapes that have low electrical conductivity, high magnetic permeability, or complex geometry. It may also cause undesirable effects such as overheating, decarburization, or distortion if not properly applied.
{kind=link}
{kind=link}
{kind=link}
How to choose an induction heating system for hardening wheels?
To choose an induction heating system for hardening wheels, you need to consider these factors:
- Power: The power rating of the induction heating system determines how fast and how deep the wheel can be heated. Higher power ratings are suitable for larger wheels or higher hardening temperatures. The power rating also affects the energy efficiency and operating cost of the system.
- Frequency: The frequency of the induction heating system affects the penetration depth and coupling efficiency of the heat. Higher frequencies are used for surface hardening applications, while lower frequencies are used for deeper hardening applications. The frequency also depends on the electrical conductivity and magnetic permeability of the wheel material.
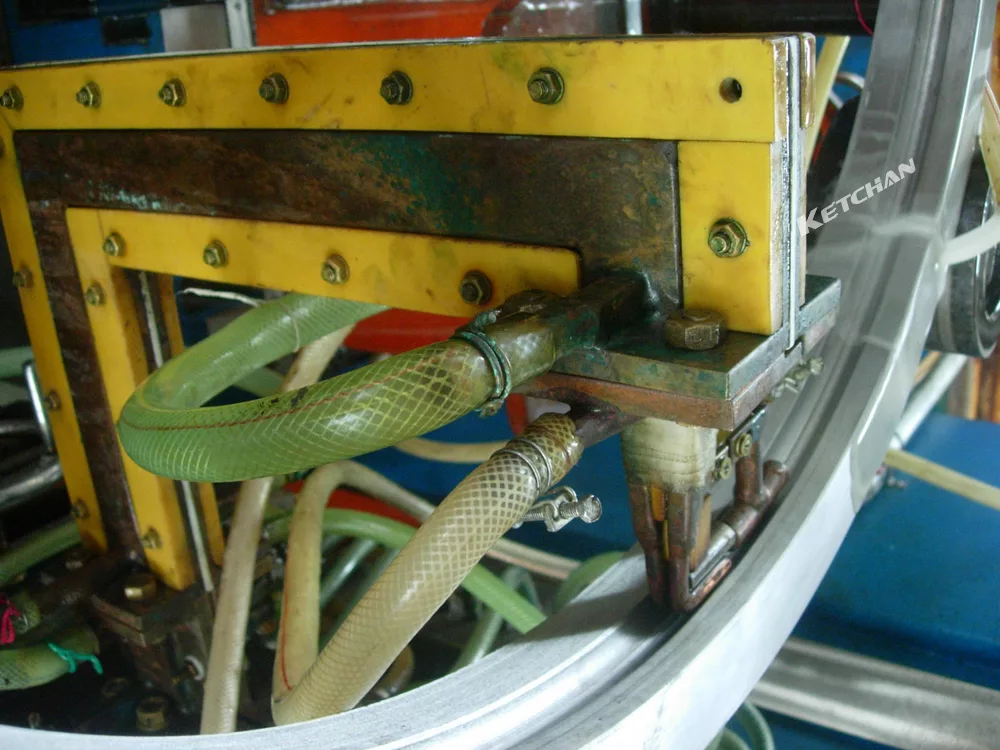
- Coil design: The coil design should match the shape and size of the wheel surface to be hardened, provide uniform heating and avoid overheating of adjacent areas or materials. The coil should also be water-cooled to prevent overheating and damage. Different coil designs may be required for different types of wheels, such as spur gears, helical gears, bevel gears, or worm gears.
- Process control: The process control method determines how accurately and consistently the hardening parameters can be monitored and adjusted during operation. Different process control methods include temperature feedback control, power feedback control, time-based control, or distance-based control. The process control method should ensure that each wheel is hardened to its own precise specifications and quality standards.
{kind=link}
{kind=link}
{kind=link}
How do I test the hardness of wheels after induction hardening?
To test the hardness of wheels after induction hardening, you can use different methods depending on the type of hardness measurement and the accuracy required. Some common methods are:
- Rockwell hardness test: This is a method where a diamond or steel indenter is pressed into the surface of the wheel with a known force and then released. The depth of penetration is measured and converted into a hardness number. Rockwell hardness test is widely used for testing case-hardened or induction-hardened parts because it is fast, easy, and non-destructive. However, it may not be suitable for thin or curved surfaces or for measuring hardness gradients.
- Vickers hardness test: This is a method where a diamond pyramid indenter is pressed into the surface of the wheel with a known force and then removed. The diagonal length of the indentation is measured under a microscope and converted into a hardness number. Vickers hardness test can measure small areas with high accuracy and can be used for testing case depth or hardening depth by setting multiple test points across the cross-section of the wheel. However, it requires more time and skill than the Rockwell hardness tests and may cause damage to the surface.
- Ultrasonic contact impedance (UCI) method: This is a method where an ultrasonic probe with a diamond indenter is pressed into the surface of the wheel with a constant force and then vibrated at a high frequency. The change in vibration frequency due to contact impedance is measured and converted into a hardness number. The UCI method can measure small areas with high accuracy and speed without causing damage to the surface. It can also measure curved surfaces or complex shapes that are difficult to measure by other methods. However, it may be affected by surface roughness, temperature, or residual stress.
Tags:crane wheels Induction heat treatment, drive wheel Induction heat treatment, hardening of wheels, induction hardening, induction hardening applications, induction hardening crane wheels, induction hardening equipment, induction hardening gear wheels, induction hardening machine, induction hardening machine tool, induction hardening of drive wheels, Induction hardening of wheels, Induction hardening process, induction hardening solutions, induction hardening system, induction hardening tempering, induction hardening wheels, quenching of wheels, Zhengzhou KETCHAN Electronic