Ball stud and ball socket induction hardening machine
The main function of the ball stud is to realize the up and down movement of the wheel and the steering movement. The ball stud is an important security part to complete the driving and steering functions of the car. The use conditions of the ball stud parts determine that the ball stud must have sufficient strength and durability to withstand the force and vibration from the wheel, which means that the heat treatment control of the part is a key factor to ensure strength and durability. , Here the long-term improvement experience of induction heat treatment for ball studs is introduced to your peers for reference.
1. The main manufacturing process of ball stud
The ball stud used in the truck is made of national standard 45 steel. According to the use and technical requirements of the ball stud, the surface of the ball stud is required to have high wear resistance and durability. The main process: cutting → Saponification → Cold heading → Quenching and tempering → Drilling → Rough turning → Rough grinding → Fine turning → Fine grinding → Thread rolling → Induction heating and quenching, tempering → Nondestructive testing → Packing → warehousing.
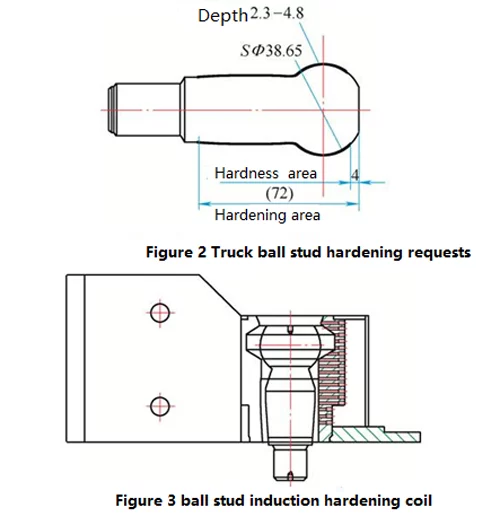
According to the technical requirements of the ball stud (see Figure 2), medium frequency induction heating is used for quenching and tempering. The intermediate frequency heating machine with a power of 200kW and a frequency of 8000Hz; the quenching cooling medium is clear water, the water temperature is 20~40℃, and the quenching water pressure is 0.2~0.8MPa; the tempering adopts a well-type tempering furnace and the tempering temperature 180°C. The structure of the heating inductor used is shown in Figure 3.
3. Existing problems
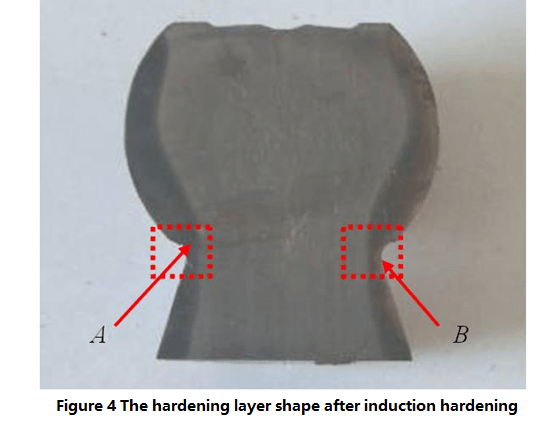
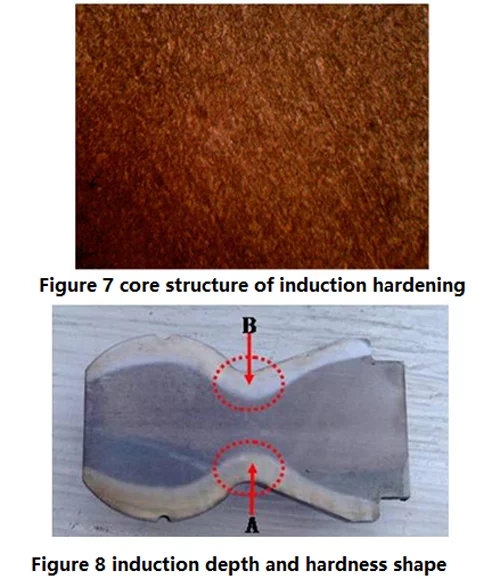
The ball stud processed by the above-mentioned intermediate frequency induction heat treatment process is confirmed by inspection: the hardness, martensite structure, hardened layer depth, hardened area, and shape are all qualified and meet the technical requirements, but in the shape of the hardened layer shown in Figure 4 , A and B are obviously deeper than other parts, and the depth of the hardened layer is very uneven, which brings great difficulties to the stability control of heat treatment. Therefore, we decided to improve this undesirable phenomenon.
4. Improvements
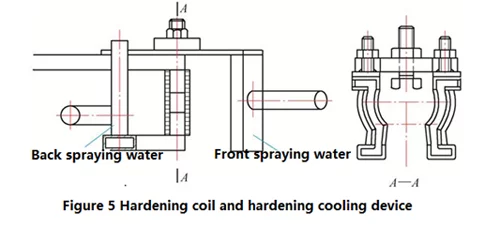
The newly designed inductor and quenching cooling water spraying device adopt a split structure (see Figure 5). The left side is the sensor and quenching cooling water spraying device assembled in the assembly, and the right A-A cross-sectional view is the inductor and the positioning device on the workpiece. , The shape of the inductor ensures the uniformity of the gap between the inner side of the effective ring of the inductor and the workpiece. The workpiece is placed in the lower clamping mechanism, moved into the inductor, adjusted to the middle position, fixed with the upper positioning device, and then lowered. The clamping mechanism of the device drives the ball pin to rotate, and the sensor is energized to heat the parts. After the heating is completed, the front and rear quenching water spray boxes are sprayed for cooling and quenching. The above process is repeated for the unquenched ball stud, and the quenched ball stud is put into the tempering furnace for tempering.
5. Improve effects
Apply the above improvement measures to re-induction heat treatment of the ball stud. After inspection, the tempered hardness is 60HRC; Grade 2; the depth of hardened layer is 3.2~4.0mm, as shown in Figure 8, the shape and layer depth of the improved ball stud hardened layer are relatively uniform, especially the depth of the hardened layer at A and B in Figure 8. The shape has been significantly improved, but in the production process, the operator reported that the clamping and unloading efficiency was low, resulting in a lower output than before the improvement.
6. Improve again
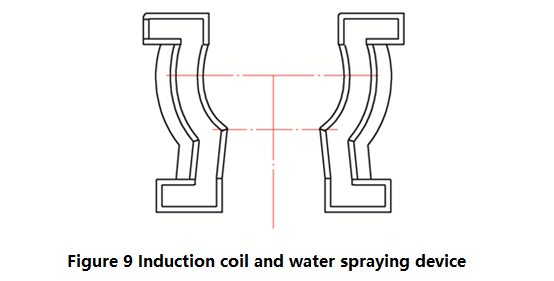
In view of the low efficiency of clamping and unloading, we mainly analyze that the newly designed positioning and clamping device is not reasonable enough, which leads to more manual operations and takes a long time. Therefore, we decided to introduce a vertical machine tool to replace the original positioning and clamping. This reduces the time for the original fixing nut and the time for the workpiece to be moved into the inductor when the workpiece is placed in the lower clamping mechanism. For this reason, the corresponding split inductor shown in Figure 5 and the quenching cooling water spray device A-A The view changes to the state shown in FIG. 9. After the improved clamping and positioning mechanism is put into production, the efficiency of clamping and unloading returns to the normal production state, which meets the production requirements.
7. Conclusions
Through the systematic improvement of the induction heat treatment of ball studs with complex shapes, we have a deeper understanding that in the process of heat treatment process design, only the cycle process of continuous design, practical verification, improvement confirmation, and re-examination and improvement can make the whole heat treatment process. The system is continuously improved to better meet the technical performance requirements required by the part design.

 CNC Hardening System
CNC Hardening System

