Ring Gear Induction Hardening
The ring gear (including the outer ring gear and the inner gear) is a commonly used mechanical transmission part, especially the large diameter ring gear is widely used for surface strengthening through the induction heating and quenching process. Ring gear induction hardening machine is widely used because of its simple process, small deformation of parts, partial treatment of parts, high production efficiency, energy saving, clean production, less environmental pollution, and easy mechanization and automation of the process.
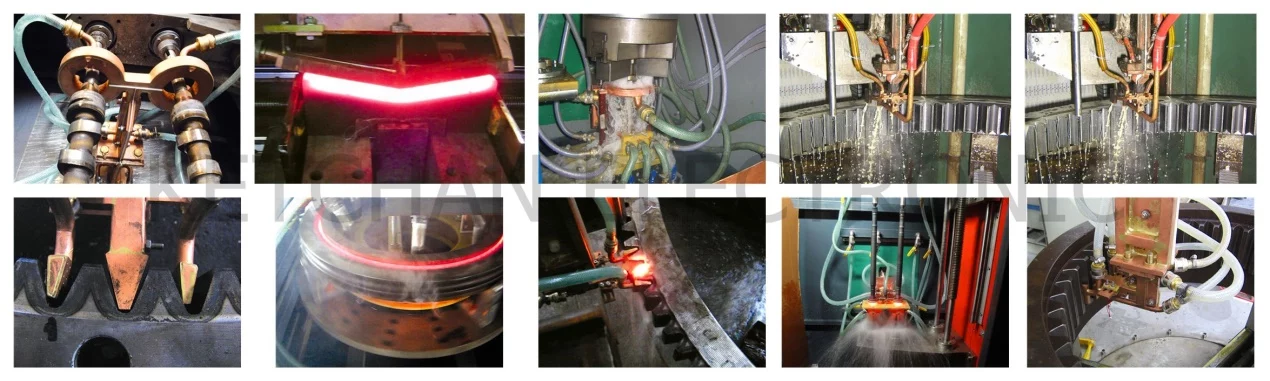
Ring Gear Induction Hardening Applications
Ring gear induction hardening methods
There are four kinds of ring gear induction heating and quenching methods, which are gap-by-gap ring gear induction hardening,tooth-by-tooth gear induction hardening, spin hardening gear induction hardening, and dual-frequency induction hardening. The induction hardening along the tooth groove and the tooth-by-tooth induction hardening process are especially suitable for the outer and inner ring gears with large diameters (up to 2.5m) and large modules, but not suitable for small diameter and small module gears (modules). less than 6).
- Gap-by-gap ring gear induction hardening: The tooth flank and tooth root are hardened, and there is no hardened layer in the middle of the tooth top (see Figure 1). The heat treatment deformation of this method is small, but the production efficiency is low.
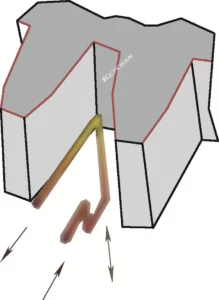
- Gap-by-gap ring gear induction hardening: The tooth flank and tooth root are hardened, and there is no hardened layer in the middle of the tooth top (see Figure 1). The heat treatment deformation of this method is small, but the production efficiency is low.
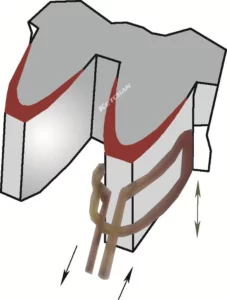
- Spin ring gear induction hardening: Single-turn scanning quenching or multi-turn heating quenching at the same time, the teeth are basically completely quenched and the root hardening layer is shallow (see Figure 3). Suitable for medium and small gear, not suitable for high speed, heavy-duty gear.
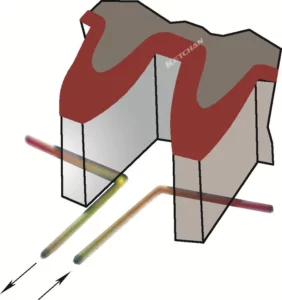
- Dual frequency induction hardening: The intermediate frequency preheats the tooth slot, and the high frequency heats the tooth top to obtain a hardened layer basically distributed along the tooth profile.
Gap-by-gap ring gear induction hardening technical points
(1). The common frequency of induction hardening along the tooth groove of the ring gear is 1~30kHz, and the gap between the inductor and the part is controlled at 0.5~1mm.
(2). The eddy currents generated along the cogging inductors are butterfly-shaped with the highest current density at the root. Therefore, the inductor must be equipped with a magnetic conductor, and the current density of the inductor adjacent to the tooth root surface can be increased by using its notch driving effect to improve the efficiency of the inductor.
(3). It is necessary to precisely control the induction coil to be very symmetrical with the adjacent two flanks, and to strictly control the gap between the flanks and the tooth roots.
(4). Reasonably match the height of the inductor and the amount of the magnetic conductor to ensure that the heating temperature of the tooth surface and the tooth root is uniform and prevent quenching cracking.


How to do the ring gear induction coils?
(1) Single loop induction coil
(2)Branch loop Induction coil
The main circuit is in the center, and the two branch circuits are on both sides. The main circuit current is twice that of the branch circuit current, which can effectively reduce the overheating image of sharp corners on the inlet and outlet end faces of the ring gear.
The induction coil has high manufacturing precision and long service life and needs to be carefully adjusted during use to avoid its early damage.
How to improve the ring gear induction hardening quality?
- The hardened layer is unevenly distributed, one side has high hardness and a deep hard layer; the other side has low hardness and a shallow hard layer. This is because the induction hardening along the tooth groove has high position sensitivity compared with the rotary induction hardening of the ring inductor. It is necessary to design and manufacture a high-precision positioning device to ensure highly symmetrical distribution of the gap between the tooth side and the inductor. If it is not symmetrical, it may also cause short-circuit arcing between the inductor and the parts on the side with a small gap, resulting in early damage to the inductor.
- Hardened flank annealed. The reason is that the auxiliary cooling device is not adjusted properly or the amount of coolant is insufficient.
- The copper tube at the nose tip of the induction coil is overheated. When using the non-buried scanning quenching process along the tooth groove, the copper tube is easily overheated and burned out due to the relatively small gap between the inductor and the part, the heat radiation of the heating surface, and the limited size of the copper tube in the nose. to damage the induction coil. Therefore, the inductor must ensure that there is sufficient flow and pressure of the cooling medium to pass through.
- The shape and position of the ring gear change during the induction process. When scanning and quenching along the tooth groove, the final treated tooth will bulge out by 0.1 to 0.3 mm. Deformation, thermal expansion, and improper adjustment of the induction coil will cause damage to the parts and the induction coil. Therefore, the thermal expansion factor should be considered when determining the gap between the inductor and the tooth side, and an appropriate limit device should be used to ensure the gap.
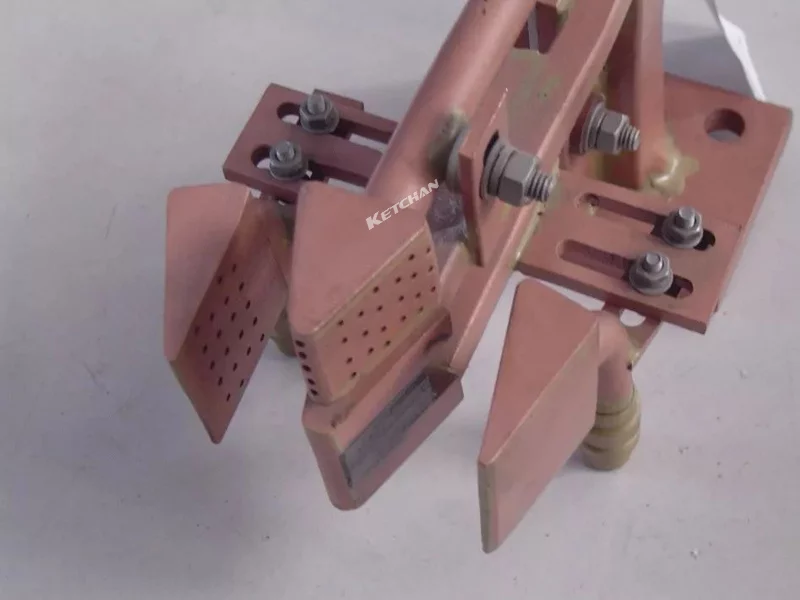
- The performance of the inductor magnetizer is degraded. The working conditions of the magnetic conductor are harsh, and it is easily damaged by overheating in a high-density magnetic field and high-current environment (see Figure 7). At the same time, the quenching medium and corrosion will degrade its performance. Therefore, it is necessary to do a good job in the daily maintenance and maintenance of the induction coil.
Induction coil overheating damage
")
Tags:case induction hardening, gear induction hardening, induction hardening internal splines, induction hardening machine, induction hardening of slewing rings, induction hardening rings, induction hardening sprocket gears, induction heat treatment system, induction quenching machine, ring gear heat treatment, ring gear induction hardening, slewing bearing induction hardening
Relate Products
-
 Induction Coils
Induction CoilsInduction Hardening Coil
-
CNC Hardening System
CNC Induction Hardening Machine
-
 Induction Heat Treatment system
Induction Heat Treatment systemGear Hardening Machine



{kind=link}