-
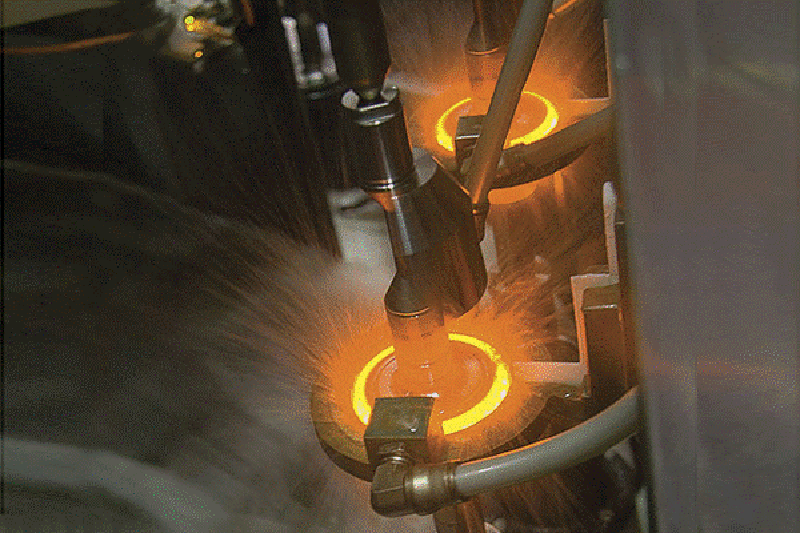
 Induction Heat Treatment system
Induction Heat Treatment systemGear Hardening Machine
-
Induction Heat Treatment system
Surface Hardening Machine
-
Induction Heat Treatment system
Shaft Induction Hardening Machine
-
 Induction Heat Treatment system
Induction Heat Treatment systemCrankshaft Induction Hardening Machine
-
CNC Hardening System
Shaft CNC Hardening Machine Tool
-
CNC Hardening System
Induction Quenching System





